✔ Как рождаются сапожки и полуботинки? Фоторепортаж из цехов «Юничел» - «Новости Дня»
ПОХОЖИЕ

Фабрика «Юничел» — крупнейший производитель обуви в нашей стране. Здесь ежегодно выпускается около 3 млн пар. Как они появляются на свет и попадают к покупателю - в фоторепортаже
Длинный путь от небольшой сапожной мастерской до крупнейшего производителя обуви в стране «Юничел» прошел за 85 лет. В ноябре 2016 г. компания получила одну из самых престижных премий в российской индустрии моды — «Золотое веретено», за год до этого — Российский Знак качества.
Сегодня «Юничел» — это три фабрики, которые расположены в трех городах: Челябинске, Оренбурге и Златоусте. Но именно челябинская выпускает львиную долю продукции от общего объема производства.

Создание обуви начинается с модельеров, которые посещают международные выставки и стараются учитывать все современные тренды. Сначала создается эскиз, затем он превращается в цифровую трехмерную модель. Уже по ней плоттер вырезает картонные лекала, на основе которых, в свою очередь, изготавливается опытный образец для новой коллекции. Это происходит в экспериментальном цехе, который повторяет все производство в небольшом масштабе.
Затем образец утверждается на художественном совете, который оценивает не только идею модельеров и качество, но и коммерческие перспективы будущей коллекции. Ну а производственники анализируют, что потребуется для запуска такой обуви в «серию». Каждый год фабрика представляет более 1000 новых моделей.

В цехе № 1 работает около 140 человек, а всего на челябинской фабрике занято около 1500 человек. Здесь с помощью специальных раскройных прессов из различных материалов (кожи, меха, текстиля и других) делают раскрой заготовки верха обуви. Небольшой пресс ударяет по специальной форме с острыми гранями (резаками), и получается нужная по размеру деталь. Затем раскройщик передвигает форму вручную, приводит в движении пресс и делает новую деталь.
Фабрика также оснащена автоматизированными комплексами, которые моментально делают, например, стельки по всей поверхности двухметрового листа. Или станки, оснащенные компьютерами, которые вырезают множество сложных по форме элементов с максимальной экономией материала. Но для некоторых материалов и моделей возможна только тонкая ручная работа. Поэтому хорошие обувщики будут востребованы всегда.

Одна пара обуви может содержать от 25 до 100 разных деталей. Все раскроенные детали поступают на 13 заготовочных потоков фабрики. Здесь трудится более 400 сотрудников, которые делают из раскроенных деталей готовые к финальному сбору обуви заготовки. Например, занимаются «утонением» или «спусканием краев» — делают края детали чуть тоньше, чтобы потом швы выглядели аккуратней. Или расколачивают уже готовые швы, чтобы они были менее заметны на вид и менее ощутимы при носке. В результате получается полностью готовый верх обуви.
В отдельном цехе изготавливаются подошвы на самом современном итальянском оборудовании. Здесь же «льют» резиновые сапоги. Знаете, как появляются красивые разноцветные узоры на них? В пресс-форму помещают тканевый чулок и только затем заливают его горячей массой из поливинилхлорида.
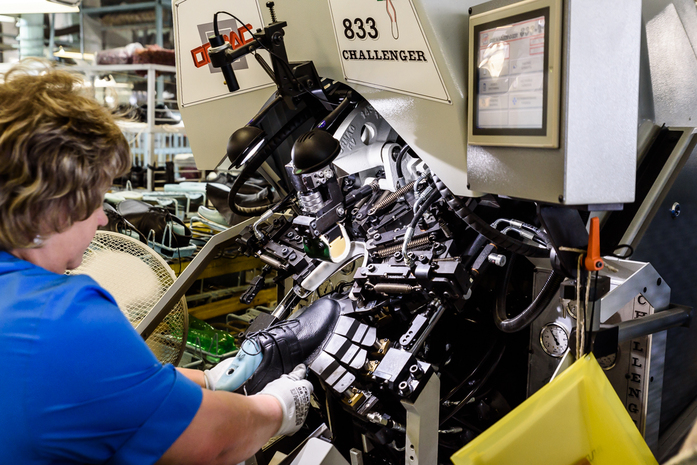
Мастерство затяжчика определяет окончательный внешний вид обуви
Следующий этап — сборка, которая выполняется в двух самых больших цехах. Здесь происходит около 80 различных операций. Сначала заготовки увлажняют в специальном шкафу, чтобы кожа стала более эластичной. Затем прикрепляют стельку к колодке и вставляют задник. После этого заготовку надевают на колодку, «затягивают» на специальном оборудовании и придают форму будущей паре готовой обуви.
Будущую пару несколько раз сушат: как на потоке, так и в специальных шкафах. Так при температуре +60 градусов клеевая пленка активируется, и обувь соединяется с подошвой. Затем ее отправляют под пресс и охлаждают при -15 градусах.

Обувь нагревают до +60° и охлаждают до -16°
Колодки нужны, чтобы во время всех операций обуви придавалась правильная форма. Колодочный цех «Юничел» — это уникальное производство для нашей страны. Колодки делаются с учетом особенностей стоп россиян, которые обладают более высоким взъемом, а также являются более широкими в пучке. Так обувщики называют самую широкую часть стопы.
Удивительно, но, согласно аналитике «Юничел», даже у жителей соседних регионов страны очень разные размеры ног. Поэтому хорошие колодки — гарантия того, что обувь будет комфортнее, удобно «сядет» на ноге.
Колодки изготавливают из полимерной крошки на специальных фрезерных станках по 3D-моделям, а затем дорабатывают вручную. Кстати, такого полного производственного цикла нет даже в Европе, где обувные и колодочные фабрики обычно принадлежат разным компаниям.

Вес одной колодки для мужских зимних ботинок может достигать 500 грамм
Так создается затяжная обувь, но есть еще метод прямого литья. Это один из самых технологичных и современных способов производства обуви. Жидкий полиуретан заливают в специальную пресс-форму, которая создается индивидуально для каждого фасона и размера. Так получается готовая обувь с прилитой подошвой.
Помимо того, что это уменьшает себестоимость продукции, улучшается качество, поскольку отсутствуют клеевые швы. Обувь становится более влаго- и морозостойкой, крепкой и легкой. В цехе прямого литья делают ежегодно почти 200 тыс. пар: спортивную обувь, обувь повышенной комфортности.

Цех прямого литья был запущен в прошлом году
Заключительная операция — это подготовка обуви к продаже и транспортировке. Ей придают блеск и лоск с помощью крема и полировочных машин, упаковывают в фирменные коробки. Кроме того, перед отправкой в магазин каждая пара проходит через руки специалиста отдела контроля качества. Они осматривают правильность затяжки, прочность швов, соответствие цветовой гаммы. Кроме того, обувь испытывают в лабораториях специальным оборудованием, проверяют ее устойчивость к деформации, износостойкость и т. д.
Наконец, обувь отправляется в 500 фирменных магазинов, которые работают под брендом «Юничел» в 200 городах России и Казахстана. В них трудится еще около 2500 человек.

Фото Сергея Станина и пресс-службы «Юничел».
Репортаж подготовлен в рамках проекта «Эволюция промышленности»
